网站公告
本站微信技术交流群已开启,欢迎各位朋友加入,一起交流探讨,扫描网站下方微信二维码,添加博主微信,发送消息“进群”,即可由博主直接拉入技术交流群。
FANUC 逻辑非功能指令NOT
逻辑非指令NOT
在FANUC系统中,我们接触最多的数据都是正逻辑数据,但有些特殊的地址是负逻辑的,遇到负逻辑数据就需要使用逻辑非指令NOT来进行处理。操作面板中切削倍率的信号就是负逻辑的,那么什么是负逻辑呢?
使用二进制表达数据时,每位数据都有0与1两种状态,当R0为4时,使用二进制表示为“00000100”,反逻辑就是将正逻辑的每位取反,即对应位是0的更改为1,对应位是1的更改为0,上述按负逻辑表示为“11111011”。当某些数据符合负逻辑规律时,就必须使用逻辑非指令对数据取反,计算出真实数值。
如某一刀塔伺服驱动器中,刀位的确认信号采用负逻辑输出,对应规律如下: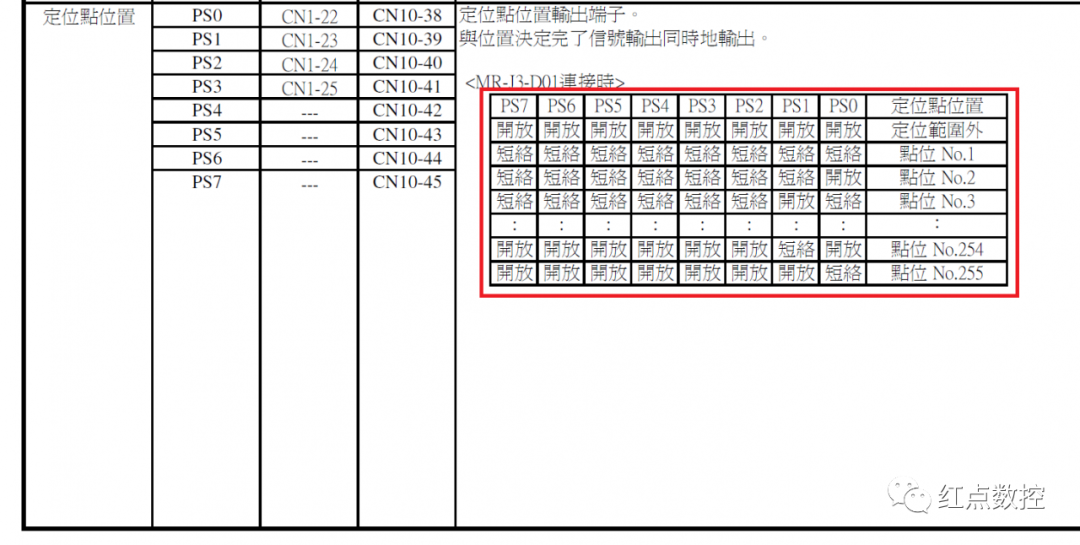
刀位信号已经对应系统输入X3信号,若要读取当前刀位状态,必须要在系统中对X3信号取反,这时就需要使用逻辑非NOT指令;
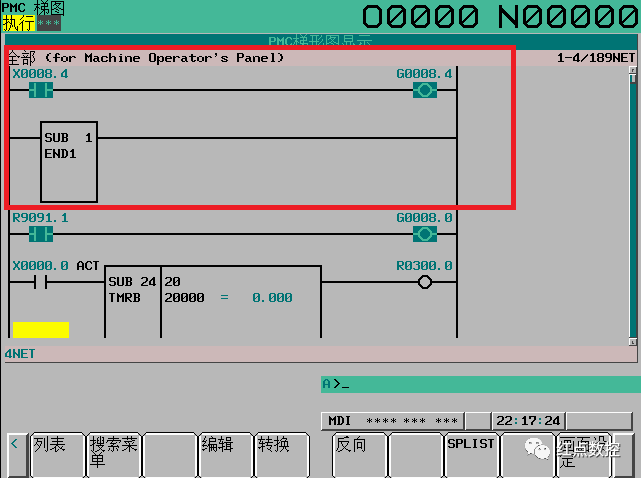
在NOT指令中,在图中A位置设定需要取反的数据长度,设定为1时数据长度为单字节;设定为2时数据长度为双字节;设定为3时数据长度为4字节。
在图中B位置设定需要取反的地址即源地址;在图中C位置设定取反后的输出地址。
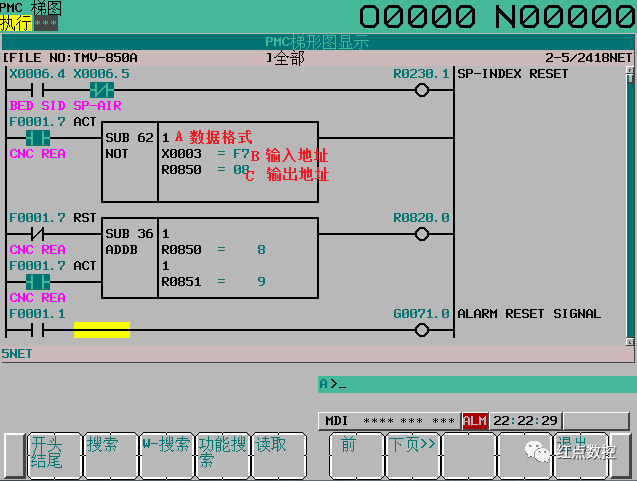
图中举例将刀位信号X3进行取反并将取反后的数据保存在R850地址中,将R850数据与上表刀位信号对比,发现取反后数据与实际刀位数据相差1,再使用加法指令将R850地址加1后,存放在R851地址中,则R851的数据即是当前的刀号数据。
在实际使用中,NOT功能指令相对使用较少,本文简单介绍,便于初学者参考。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。