网站公告
本站微信技术交流群已开启,欢迎各位朋友加入,一起交流探讨,扫描网站下方微信二维码,添加博主微信,发送消息“进群”,即可由博主直接拉入技术交流群。
FANUC 一起小黄机设备M代码(M100)执行异常的案例
案例背景
客户购买一台二手的小黄机设备,机床到厂后,需要连接1组液压夹具,使用了系统内部的M100/M110代码用于控制夹具的夹紧与放松,线路连接完成后,单独在MDI模式下执行M100/M110,夹具可自动夹紧与放松,状态正常,但在执行加工程序时,当程序执行到其他M代码时,M100代码所控制的夹具夹紧电磁阀会自动断开,夹紧状态无法保持。
故障处理
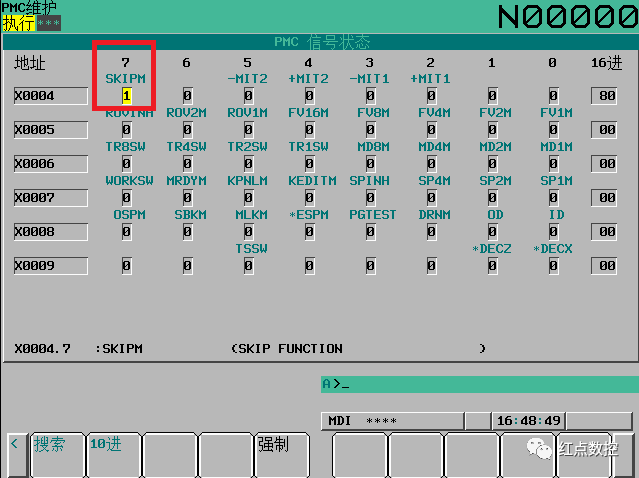
- 首先确认夹具夹紧放松(M100/M110)对应的Y输出点位为Y2.4(执行M100时,输出Y2.4,夹具夹紧,执行M110时,Y2.4断开,夹具自动放松);
- 确认自动加工程序时,当执行到其他M代码时,系统内Y2.4信号会自动断开;
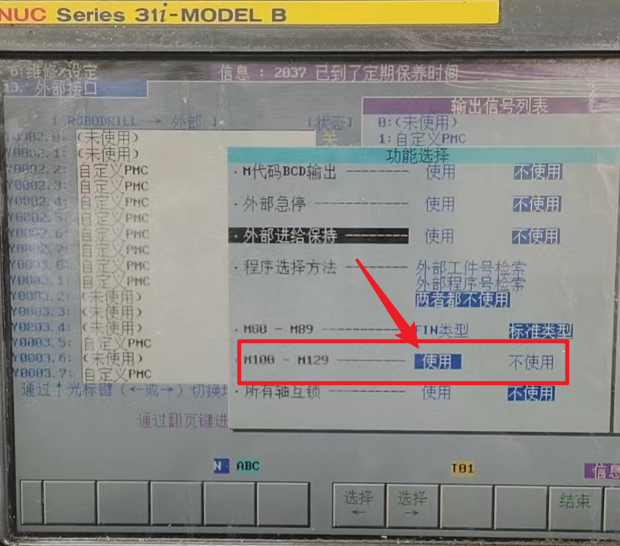
- 再进入到系统的外部接口设定画面,检查M代码对应的设置是否正确;
- 先确认功能选项“M100-M129”已使用;
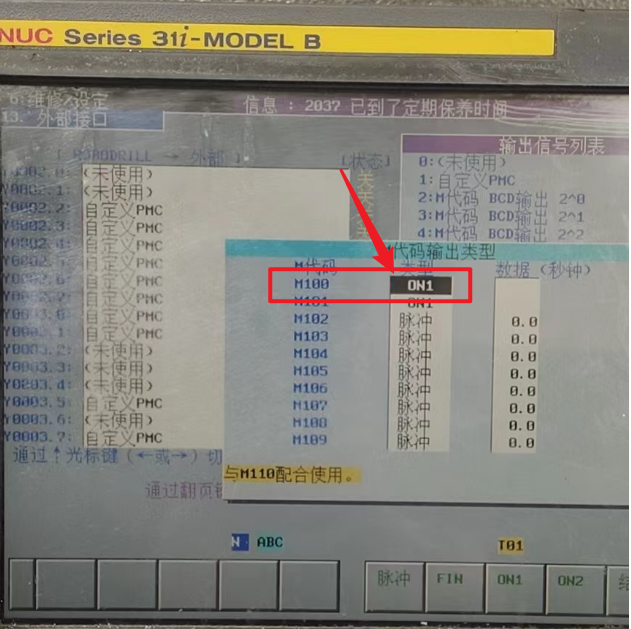
- 再确认M代码的输出类型设定,M100输出类型设定为“ON1”,设定正确,“ON1”表示M100与M110代码是一组,需要配合使用;
- 再查看输出信号Y2.4的设定,发现Y2.4地址并未进行M代码的功能设定;

- 将输出地址Y2.4进行设定,设定为“M100输出”;
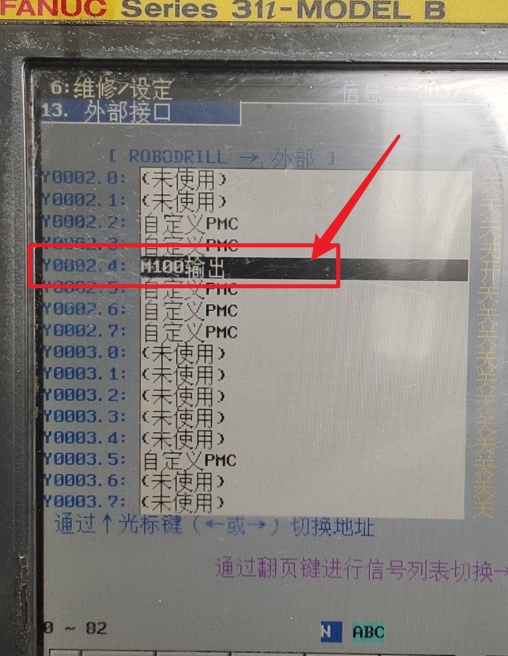
- 再次运行加工程序,M100运转正常,夹具会一直夹紧,不会再自动松开了。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。