
FANUC 如何实现不同轴向互锁功能
不同轴向互锁功能
在笔者之前的文章“FANUC 坐标系画面中轴编号显示“I”的含义”中介绍了轴互锁信号的作用及使用方法,进入到互锁状态的轴就无法再继续移动了,通过此功能可以有效规避设备中的一些危险动作,如常用加工中心设备,刀臂不在原位置时,Z轴无法移动的情况。但是在实际设备使用过程中,可能需要禁止轴往一个方向移动但是不禁止其向另一个方向移动,那么在这种情况下,轴互锁信号“G130.0~G130.4”就无法满足需求了。
比如一些加工中心设备,加工工件时,由于受到工装等限制,导致机台内部Z轴可移动范围变小,若操作不当,Z轴向下移动会有撞机的可能。此时就可以使用不同轴向互锁功能,在梯形图中编辑程序禁止操作人员手动负方向移动Z轴,可正方向移动Z轴,自动运行程序时不影响Z轴移动,当技术员调试设备时,可通过打开程序钥匙恢复Z轴手动运行状态。
在特定的条件下,若需要实现只允许轴朝一个方向运动的功能,可使用不同轴向互锁功能实现。通过PMC程序触发轴正向互锁信号G132.0~G132.4(+MIT1~+MIT5)禁止轴正方向移动,通过触发轴负方向互锁信号G134.0~G134.4(-MIT1~-MIT5)禁止轴负方向移动;
如禁止X轴正方向移动,只需要在梯形图中触发X轴正方向移动互锁信号G132.0即可;
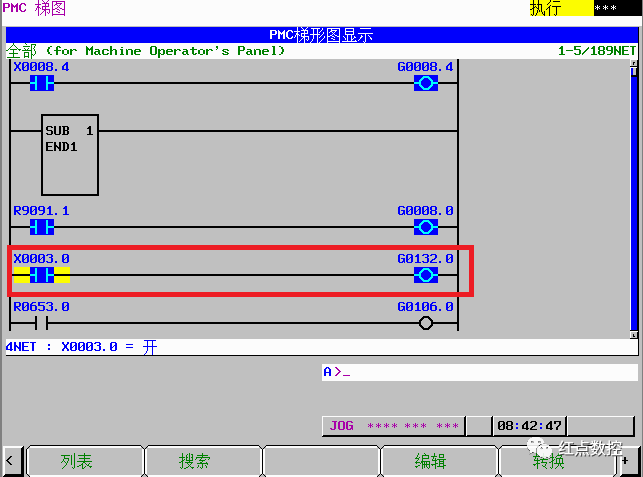
此时再手动正方向移动X轴时,X轴进入互锁状态,禁止X轴正方向移动。
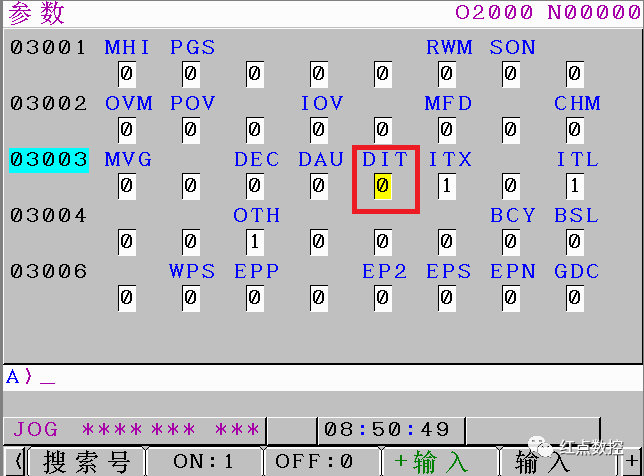
若要实现轴不同方向互锁功能,还需要在系统中设定参数3003#3(DIT)为0打开不同轴向互锁功能,若设置为1,则不同轴向互锁功能无效;
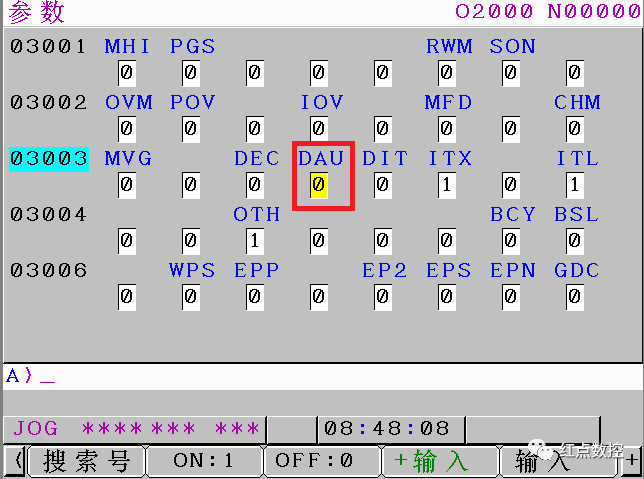
通过设定参数3003#4(DAU)为0,可使不同轴向互锁功能仅在手动运行时有效,自动运行无效,设定为1时,手动与自动运行时都有效;
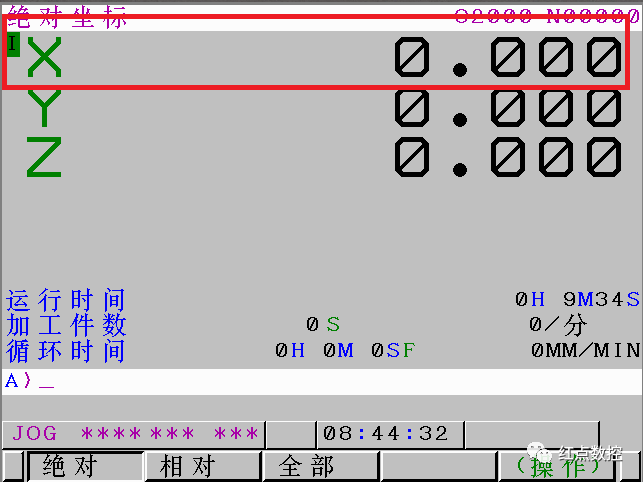
轴进入互锁状态(G130.0~G130.4)与轴进入不同轴向互锁状态时,轴坐标显示画面上都会显示符号“I”,但两者还是有些差别的,当轴进入互锁状态时(G130.0~G130.4),轴不能进行任何移动,轴坐标直接显示“I”符号,但轴进入轴向互锁状态时,坐标并不会直接显示“I”符号,而是向禁止的方向移动轴时,才会显示“I”符号,当不向禁止的方向移动该轴时,该轴并不会锁定,请注意区分。


