
网站公告
本站微信技术交流群已开启,欢迎各位朋友加入,一起交流探讨,扫描网站下方微信二维码,添加博主微信,发送消息“进群”,即可由博主直接拉入技术交流群。
FANUC 换刀宏程序中的“ #1000”有何含义
用户宏程序输入信号G54~G55
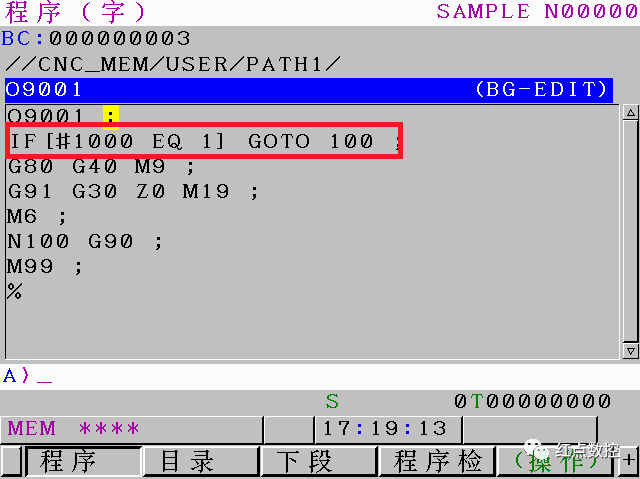
在带有刀库装置的加工中心设备中,执行换刀指令时,通常会调用换刀宏程序执行换刀动作。在执行换刀动作时,系统通常会执行主轴定位及自动移动到换刀位置的动作,这是因为这些动作已经编辑在换刀宏程序中了,如下图所示,除了上述动作外,当呼叫的刀具号码已经是主轴刀号时,系统会直接忽略换刀动作,而在宏程序中用于判断程序中呼叫的刀具号码是否为主轴刀号,则是由宏变量决定,如下图中的“#1000”,不同设备厂家使用的宏变量可能有所不同,本文以“#1000”为例,那么宏变量“#1000”是如何准确判断刀具号码是否是主轴刀具号码的呢?
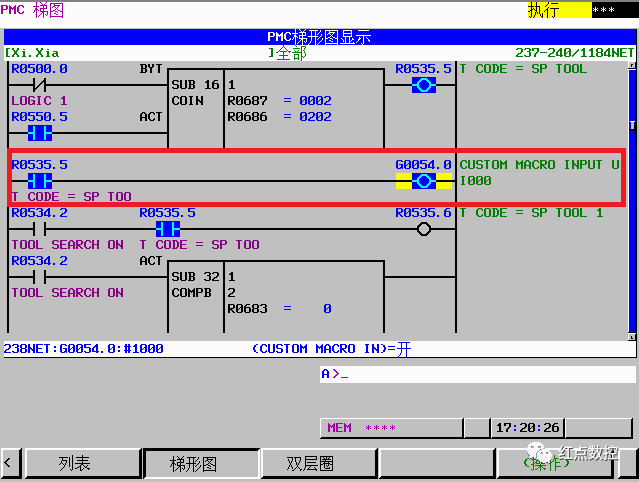
其实宏变量“#1000”只是一个系统变量,该变量是程序与PMC交互信号的接口,宏变量“#1000~#1015”就对应着PMC信号“G54.0~G55.7”,两者是一一对应的。如本文中的“#1000”就是对应着PMC信号中的“G54.0”,当PMC程序中的“G54.0”为1时,对应宏变量“#1000”也就为1,“G54.0”为0时,“#1000”也就变为0。
所以换刀宏程序中的“#1000”能准确判断出刀具号码是否为主轴号码其实就是由PMC程序控制的,在PMC程序中进行相关的逻辑程序编辑,判断呼叫刀具号码是否为主轴刀具号码,若呼叫刀具号码与主轴号码相同,则输出G54.0,再结合宏程序中的判断指令就可以实现功能了。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。



